铸铁件的热焊,工件需预热600-700℃,半热焊,工件需预热400℃左右。预热方法可采用电加热、加热炉,也可以采用煤气火焰或气焊火焰加热。根据缺陷处刚度大小,可整体预热,也可局部预热。焊接方法一般有焊条电弧焊、氧乙炔焊。热焊法的特点是生产率低,焊工施焊条件差,对于大焊件,预热困难,甚至不能采用热焊;焊接时,熔化的金属量多,冷却时速度又慢,因此要预先在焊接处制备模子,防止熔化金属溢流,故只适于平焊位置焊接。主要优点是:焊后工件白口化不严重,焊后便于机械加工;焊缝的强度与基本金属相一致,适于精加工以前工序。
①焊接材料选用见图1。
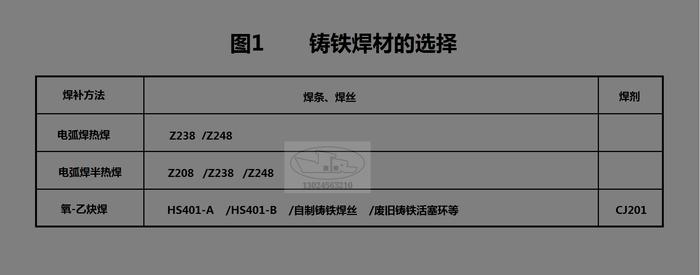
②氧乙炔焊、热焊铸铁件
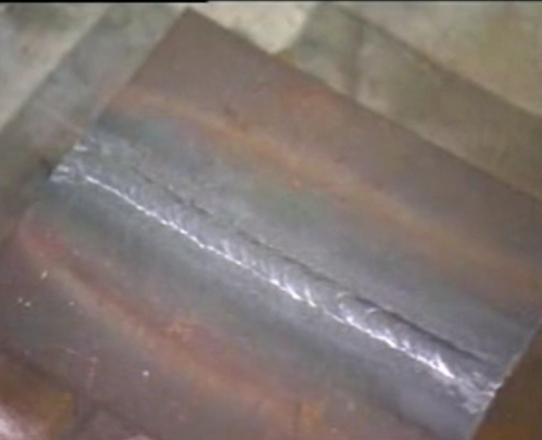
氧乙炔焊是焊补铸铁件常用的焊接方法,采用该方法焊补的铸铁件能有效防止白口组织与裂纹的产生,致密性好,焊补后的铸铁件强度、焊缝颜色与母材基本相同,焊接质量较好,但焊工的劳动条件太差,必须做好防热、防烫等安全防护。
加热火源一般采用地炉(炭火炉),工件小可以直接用氧乙炔火焰加热到700℃左右,进行焊补。焊丝一般采用铸铁焊丝或废活塞环,焊剂采用剂201。

补焊注意事项:
a.坡口不要开透,一般开到工件缺陷深度的4/5厚即可。
b.施焊时,因工件红热灼人,焊工不易操作,应将除补焊区域外的其他部位用石棉板或其他隔热材料覆盖,并作好其他防护措施。
c.工件较大的情况下,应设二套以上氧乙炔焊具人施焊,其他人进行辅助加热。
d.施焊中,应控制好熔池温度,熔池温度高,会使焊缝变硬变脆,熔池温度低,会使焊缝熔合不良,影响接头强度,合适的熔池温度从目测看是铁水清晰,有油状感,且流动性也较好,焊丝与母材熔合也好。
e.气焊补焊操作要点是搅、挑、刮。
搅:施焊时采用中性焰或微碳化焰,焰芯离工件5~6mm,焊嘴以划圈运动,焊丝蘸上剂201在熔池中搅动,这样能使被焊铸铁件坡口底部充分熔化,并促使熔渣浮到熔池的表面。
挑:就是将缺陷底部或坡口表面的氧化膜、夹杂物等从熔池中挑出来,使熔池铁水清晰,避免产生夹杂、熔合不良、气孔等焊接缺陷。
刮:是将多余的焊肉刮去,清除新的氧化膜,达到整形、恢复原来工件表面形状的目的。
焊后立即用炭火覆盖,使温度重新达到600~700℃,而后随炉冷却。